


製品事例-精密機械部品業界
様々な業界でニーズが広がるPIMによる製品。精密機械部品業界での実際の製品事例をご紹介します。
-
ウルトラマイクロタービン (Ultra micro turbine) ______
精密機械部品 -
スライダー
精密機械部品 -
リード弁
精密機械部品 -
バルブシート
精密機械部品 -

エンドプレート
精密機械部品 -
異材質焼結体
精密機械部品 -

ローラー
精密機械部品
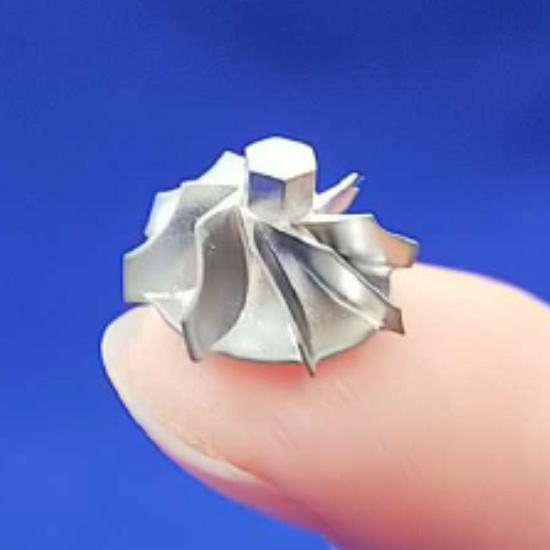
ウルトラマイクロタービン (Ultra micro turbine) ______
精密機械部品当社は、これまで進めていたPIM工法による自動車用ターボエンジン部品の技術を応用し、
指先サイズ(外径10mm、翼部先端厚み0.16mm)のタービン動翼を使用環境温度1000℃近
くまで耐えうるインコネル713C(ニッケル基超合金)での製品化に成功致しました。
用途として、マイクロガスタービン(MGT)・ウルトラマイクロガスタービン(UMGT)等の「小
型軽量・大出力の電源」への展開が期待しています。
ガスタービン本体が手のひらサイズ、1kg 程の軽量、更に単三乾電池サイズのユニットなど
の検討も開始され、これらの超小型ガスタービンが実用化されれば、家庭や事業所用などの
超小型発電機や自立型ロボット、超高速飛行可能なドローンなど、様々な分野への応用が可
能となります。
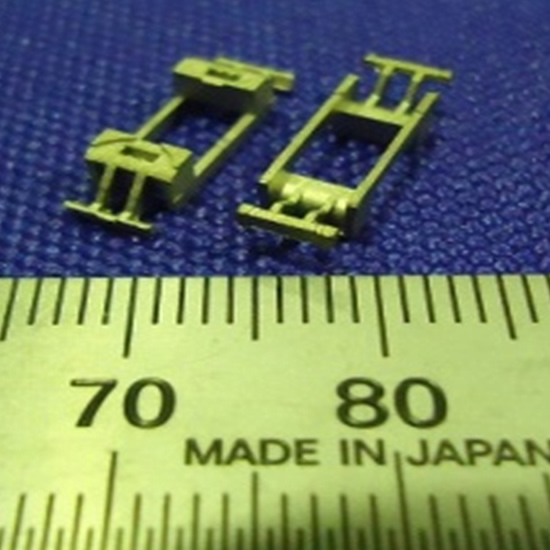
スライダー
精密機械部品ハンディータイプの印字機に使われる部品で、摺動を繰り返します。
従来は、プラスチックで製造されていたが、高い強度も機能として必要になったため、ステンレス材が検討されました。
ステンレス材を加工できる方法を検討した結果、1.オール切削、2.ロストワックス+切削が候補にあがったが、難削材のステンレスを1,000個/lot加工するのは、現実的でないために2次加工を不要とする弊社MIM工法が採用されました。
リード弁
精密機械部品電磁弁の中に入る部品で強度と耐熱性を必要とする。耐熱性樹脂では強度不足のため、ステンレス材の適用が検討されました。
肉厚が0.6mmと薄いために、ロストワックスと切削加工では対応できないので、弊社MIM工法が適用されました。
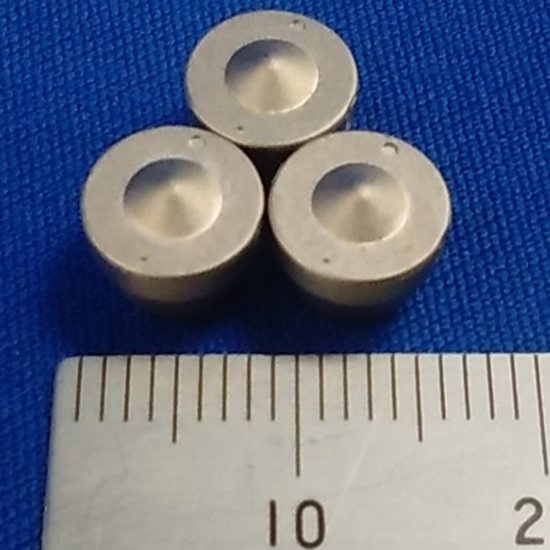
バルブシート
精密機械部品バルブシートに求められる要求事項として、気密性の維持、熱を逃がす為の熱伝導性、過酷な使用環境下でも強度が維持できること、高温・高負荷の状態でも磨耗しないこと等があげられます。
SUS420J2はマルテンサイト系ステンレスで、熱処理(焼入・焼もどし)により、高強度、高硬度を得られることから、刃物、ノズル、バルブなどに使われています。
MIM工法で作られた焼結体は、溶製材と同じ特性を持っていることから熱処理等のあらゆる2次加工に対応できます。
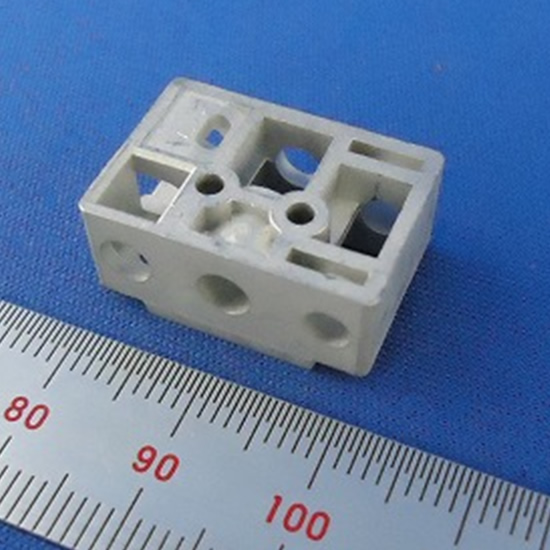
エンドプレート
精密機械部品これまで難しかったこのプロセスの改善が、PIM工法により実現できるようになりました。
PIM技術により、2つの部品を別々に成形し、焼結前に組み合わせ、同時焼結することで一体化が可能になります。
異材質焼結体
精密機械部品表面上は分からないが、異材質を交互に成形した際に材料を融合させ、次いで脱脂焼結を行いここでも異なる金属を融合させた焼結体である。材質の順番は、非磁性材料、磁性材料、非磁性材料、磁性材料と順に並んでいる。気になるのは、界面の結合状態になるが、引張り試験を行っても界面から伸びたり、破断したりすることはない。
ローラー
精密機械部品当該製品は糸道として使われるので、耐磨耗性、摺動性を考慮して素材はジルコニアを採用しています。ジルコニアセラミックスは、エンジニアリングセラミックスの中で、1番強度と靭性が高いセラミックスである。(常温時)
従来は不可能とされていた刃物類にも利用されたりしています。優れた機械的特性を特徴として、アルミナと比較して高強度、高靱性となっている。熱伝導率が、他のセラミックスに比べ1/10以下と小さい特徴もある。ジルコニアは非常に硬い為、切削加工を行うと刃物の磨耗が早くなったり、加工時間が長くなるので加工コストが高くなる。
このような課題を解決するには、ニアネットシェイプで加工できるCIM工法が最適であるので採用された。

